



















ENGINE 3-35
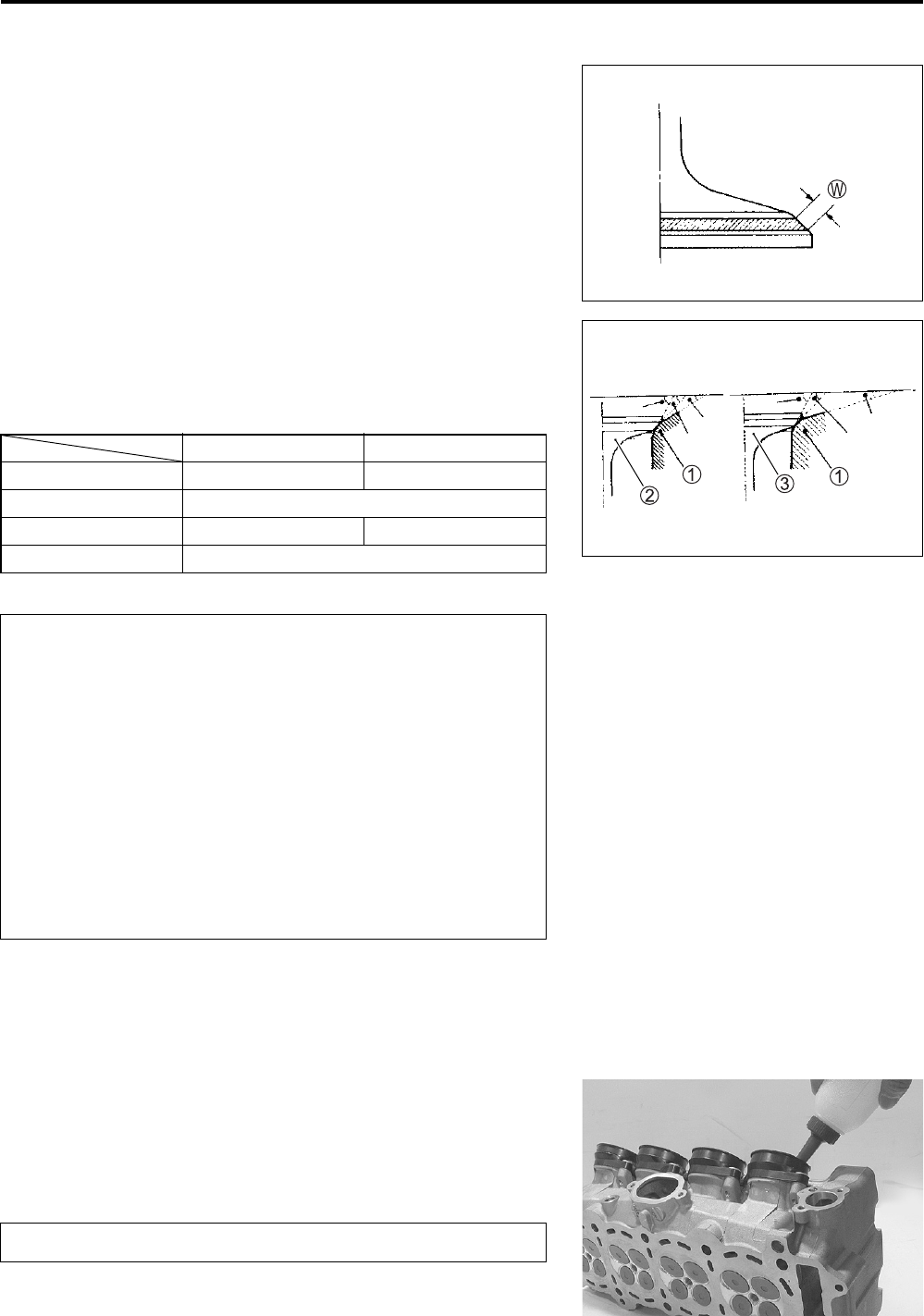
• If the seat width W measured exceeds the standard value or
seat width is not uniform, reface the seat using the seat cutter.
Valve seat width W:
Standard: 0.9 – 1.1 mm (0.035 – 0.043 in)
If the valve seat is out of specification, re-cut the seat.
VALVE SEAT SERVICING
• The valve seats 1 for both the intake valve 2 and exhaust
valve 3 are machined to four different angles. The seat con-
tact surface is cut at 45°.
NOTE:
After servicing the valve seats, be sure to check the valve clear-
ance after the cylinder head has been reinstalled. (
2-7)
• Clean and assemble the head and valve components. Fill the
intake and exhaust ports with gasoline to check for leaks.
• If any leaks occur, inspect the valve seat and face for burrs or
other things that could prevent the valve from sealing.
INTAKE EXHAUST
Seat angle 30°, 45°, 60° 15°, 45°, 60°
Seat width 0.9 – 1.1mm (0.035 – 0.043 in)
Valve diameter 27.2 mm (1.07 in) 22 mm (0.87 in)
Valve guide I.D. 4.500 – 4.512 mm (0.177 – 0.178 in)
* The valve seat contact area must be inspected after
each cut.
* Do not use lapping compound after the final cut is
made. The finished valve seat should have a velvety
smooth finish but not a highly polished or shiny fin-
ish. This will provide a soft surface for the final seat-
ing of the valve which will occur during the first few
seconds of engine operation.
* The titanium valves are coated with an oxidized
membrane treatment to resist wear but the mem-
brane tend to be removed if lapped after valve seat
servicing.
Always use extreme caution when handling gasoline.
15˚
45˚
60˚
30˚
45˚
60˚