



















ENGINE TOP END 5-27
Valves
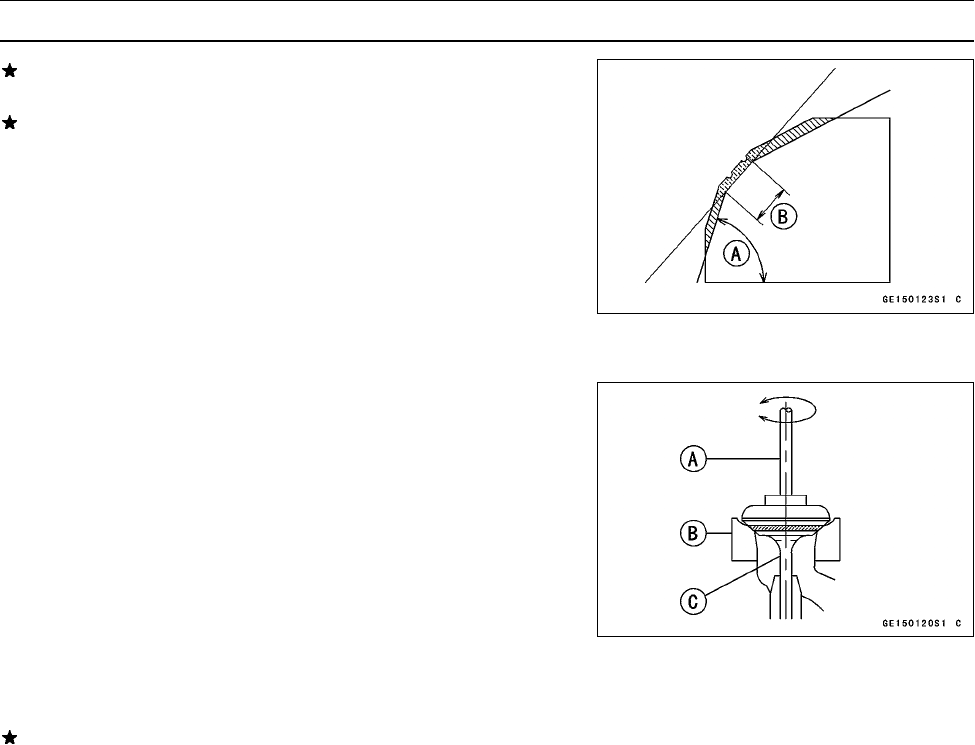
If the seat width is too wide, make the 60° [A] grind de-
scribed below.
If the seat width is within the specified range, lap the valve
to the seat as described below.
•
Grind the seat at a 60° angle until the seat width is within
the specified range.
○
To m ake the 60° grind, fit 60° cutter into the holder, and
slide it into the valve guide.
○
Turn the holder, while pressing down lightly.
○
After making the 60° grind, return to the seat width mea-
surement step above.
Correct Width [B]
•
Lap the valve to the seat, once the seat width and O.D.
are within the ranges specified above.
○
Put a little coarse grinding compound on the face of the
valve in a number of places around the valve head.
○
Spin the valve against the seat until the grinding com-
pound produces a smooth, matched surface on both the
seat and the valve.
○
Repeat the process with a fine grinding compound.
[A] Lapper
[B] Valve Seat
[C] Valve
•
The seating area should be marked about in the middle
of the valve face.
If the seat area is not in the right place on the valve, check
to be sure the valve is the correct part. If it is, it may have
been refaced too much; replace it.
•
Be sure to remove all grinding compound before assem-
bly.
•
When the engine is assembled, be sure to adjust the valve
clearance ( see Valve Clearance Adjustment section of the
Periodic maintenance chapter).