



















4-18 ENGINE TOP END
NOTE
ODo not use a wire brush to remove the metal particles
from the cutter. It will take off the diamond particles.
4. Setting the valve seat cutter holder in position, operate
the cutter in one hand. Do not apply too much force
to the diamond portion.
NOTE
0 Prior to grinding, apply engine oil to the cutter and
during the operation, wash off any ground particles
sticking to the cutter with washing oil.
5. After use, wash it with washing oil and apply thin layer
of engine oil before storing.
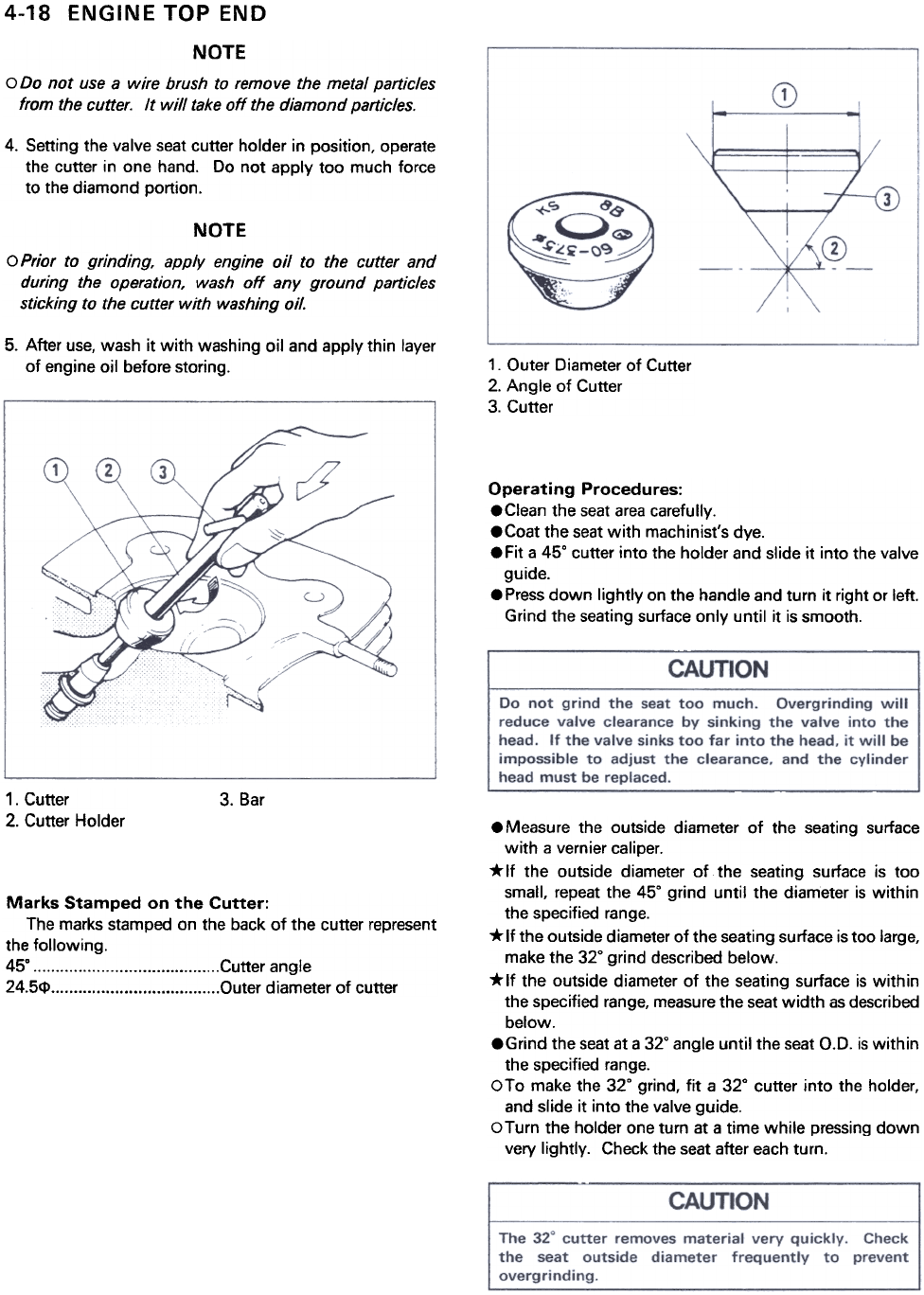
1. Outer Diameter of Cutter
2. Angle of Cutter
3. Cutter
Operating Procedures:
.Clean the seat area carefully.
.Coat the seat with machinist's dye.
.Fit a 45° cutter into the holder and slide it into the valve
guide.
.Press down lightly on the handle and turn it right or left.
Grind the seating surface only until it is smooth.
1. Cutter
2. Cutter Holder
3. Bar
Marks Stamped on the Cutter:
The marks stamped on the back of the cutter represent
the following.
45° Cutter angle
24.5<1> Outer diameter of cutter
.Measure the outside diameter of the seating surface
with a vernier caliper.
*If the outside diameter of the seating surface is too
small, repeat the 45° grind until the diameter is within
the specified range.
*If the outside diameter of the seating surface is too large,
make the 32° grind described below.
*If the outside diameter of the seating surface is within
the specified range, measure the seat width as described
below.
.Grind the seat at a 32° angle until the seat O.D. is within
the specified range.
OTo make the 32° grind, fit a 32° cutter into the holder,
and slide it into the valve guide.
OTurn the holder one turn at a time while pressing down
very lightly. Check the seat after each turn.