



















be fitted, obtain a set of new Black (Class B)
upper bearing shells and new Blue (Class A)
lower bearing shells. On later (mid-1993 on)
engines where the modified bearing shells are
already fitted, the running clearance check can
be carried out using the original bearing shells,
although it is preferable to use a new set as
described above, since the results obtained
will be a lot more conclusive. Note that on
most models, all the bearing shells are plain
except those fitted to journals 2 and 4 which
are grooved. Some engines, however, may
have a grooved bearing shell fitted to the
upper (cylinder block) location of No 5 main
bearing. Fit the ladder, tighten the bolts to the
specified torque and carry out the running
clearance check.
TU series cast-iron block engines
35 The procedure is similar to that described
in paragraphs 20 to 33 except that all the
bearing shells are plain except those fitted to
journals 2 and 4 which are grooved.
Final crankshaft refitting
XV, XW and XY series engines
36 Due to the arrangement of the split
crankcase it is necessary to have the pistons,
and connecting rods in place in the block
before refitting the crankshaft. Carry out the
operations described in Section 14, then
proceed as follows.
37 Place the bearing shells in their locations
as described earlier. If new shells are being
fitted, ensure that all traces of protective
grease are cleaned off using paraffin. Wipe
dry the shells with a lint-free cloth. Liberally
lubricate each bearing shell in the cylinder
block/crankcase with clean engine oil.
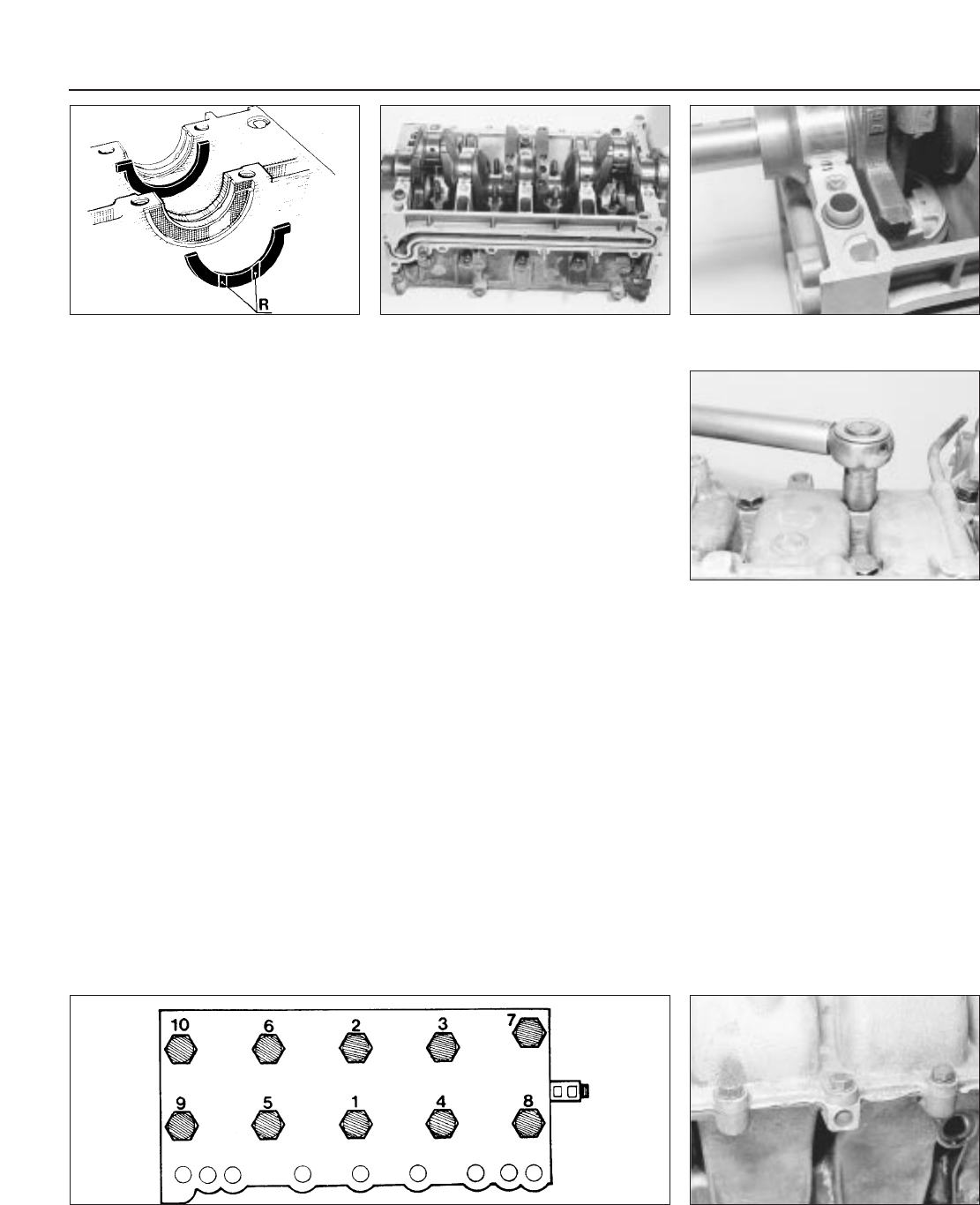
38 Fit the semi-circular thrustwashers which
control crankshaft endfloat. The oil grooves of
the thrustwashers must be against the
machined face of the crankshaft (see
illustration).
39 Oil the shell bearings and lower the
crankshaft into position (see illustration).
40 Reconnect the connecting rods to the
crankshaft as described in Section 14.
41 Fit a new O-ring seal to the crankcase
flange and check that the locating dowels are
in position (see illustration).
42 Apply jointing compound to the flange.
43 Clean the recesses in the remaining
crankcase housing section and fit the main
bearing shells. Note that the grooved shells
are located in positions 2 and 4.
44 Locate the housing, taking care not to
displace the bearing shells.
45 Screw in the ten main bearing/casing
bolts with flat washers; noting that the two
longer bolts are at the flywheel housing end
and the very long one at the crankshaft pulley
end on the oil pump side (see illustration).
46 Tighten the bolts in the sequence given in
two stages to the specified torque (see
illustration).
47 Now screw in and tighten the seven
casing flange bolts with their spring washers
(see illustration).
48 Fit a new crankshaft rear oil seal as
described in Part A of this Chapter.
49 Where removed, fit the cylinder head, as
described in Part A.
XU series engines
50 Carefully lift the crankshaft out of the
cylinder block once more.
51 Using a little grease, stick the upper
thrustwashers to each side of the No 2 main
bearing upper location. Ensure that the oilway
grooves on each thrustwasher face outwards
(away from the cylinder block) (see illustration).
52 Place the bearing shells in their locations
as described earlier. If new shells are being
fitted, ensure that all traces of protective
grease are cleaned off using paraffin. Wipe
dry the shells and connecting rods with a lint-
free cloth. Liberally lubricate each bearing
shell in the cylinder block/crankcase and cap
with clean engine oil.
2D•20 Engine removal and overhaul procedures
13.38 Crankshaft thrustwashers -
XV, XW and XY series engines
13.39 Lowering the crankshaft into place 13.41 Crankcase flange O-ring seal
13.46 Main bearing/casing bolt tightening sequence - XV, XW and XY series engines
R Oil grooves
13.45 Tightening the main bearing/casing
bolts
13.47 Refit the casing flange bolts and
washers