



















21 If warpage of the cylinder head gasket
surface is suspected, use a straight-edge to
check it for distortion. Refer to Part D of this
Chapter if necessary.
22 Check the condition of the cylinder head
bolts, and particularly their threads, whenever
they are removed. Wash the bolts in suitable
solvent, and wipe them dry. Check each for
any sign of visible wear or damage, renewing
any bolt if necessary. Measure the length of
each bolt, to check for stretching (although
this is not a conclusive test, in the event that
all ten bolts have stretched by the same
amount). Although Peugeot do not actually
specify that the bolts must be renewed, it is
strongly recommended that the bolts should
be renewed as a complete set whenever they
are disturbed.
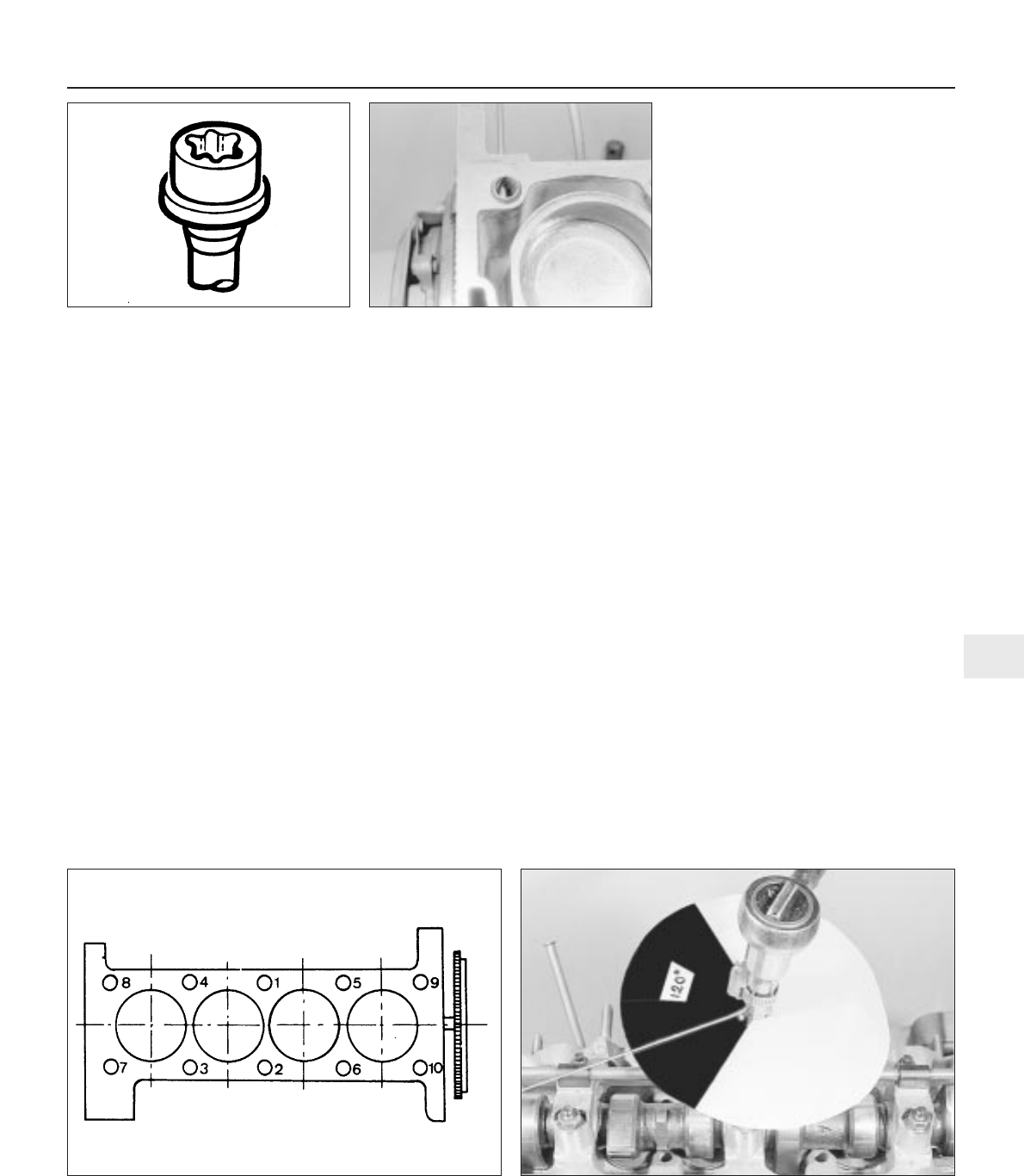
23 Note that as from early 1987, the cylinder
head bolts are of No 55 Torx type and 8 mm
thick washers are fitted to these bolts,
whereas 3 mm thick washers fitted to the
earlier type hexagon head bolts (see
illustration). The spacer fitted to the bolt at
the timing belt end is 25 mm thick, (previously
23 mm), and is identified by a groove around
its perimeter. A modified cylinder head gasket
is also fitted to engines with Torx type cylinder
head bolts, so it is important to quote the
engine number accurately when obtaining a
new one.
Refitting
24 Commence refitting by fitting the dowels to
the cylinder block. Keep the flywheel-end dowel
raised by inserting a 5 mm punch or large nail
through the hole in the front of the block (see
illustration). Remove the liner clamps.
25 Fit the new gasket, dry, with the tab at the
flywheel end. Lower the cylinder head into
position, making sure that it mates with the
dowels. Remove the punch or nail.
26 Fit the cylinder head bolts, their threads
clean and lightly oiled. Remember to fit the
spacer to the bolt at the timing belt end. When
fitting the Torx type cylinder head bolts, apply
a little molybdenum disulphide grease to their
heads, and to the contact surface of their
heads.
27 Progressively tighten the bolts in the order
shown to the Stage 1 specified torque setting
(see illustration). Note that the torque
settings are different for the two cylinder head
bolt types; ensure that the correct setting is
being used according to bolt type.
28 Raise the engine slightly and refit the two
bolts which secure the right-hand mounting
bracket to the cylinder head. Tighten these
bolts and slacken the one which holds the
same bracket to the engine block. Lower the
engine and tighten the right-hand mounting nut
and the lower mounting rubber nut and bolt.
Engines with hexagon head type
cylinder head bolts
29 Slacken cylinder head bolt No 1, then
immediately retighten it to the Stage 2
specified torque. Tighten further by the angle
specified for Stage 3 using a socket and
extension bar. It is recommended that an
angle-measuring gauge is used during this
stage of tightening, to ensure accuracy (see
illustration). Repeat for all the bolts, following
the tightening sequence.
30 Check the valve clearances and adjust, if
necessary (see Section 2).
31 Refit the remaining components in the
reverse order of removal. Make sure that the
correct inlet manifold gasket is fitted. A gasket
for carburettor versions is included in the
gasket overhaul set which is not the same as
the one for fuel injection models.
32 Refill and bleed the cooling system
(Chapter 1).
33 Start the engine and warm it up until the
cooling fan cuts in, then switch off and allow it
to cool for at least two hours.
34 Retighten the cylinder head bolts, as
described in paragraph 29, then recheck the
valve clearances.
35 If a new timing belt has been fitted, refer
to Section 4 and retension it if necessary.
36 Tighten the engine mounting bracket bolt.
Engines with Torx type cylinder head
bolts
37 Fully slacken all the head bolts, working in
the reverse of the tightening sequence. Once
the bolts are loose, tighten all bolts to their
Stage 2 specified torque setting, again
following the specified sequence.
38 With all the bolts tightened to their Stage 2
setting, working again in the specified
sequence, angle-tighten the bolts through the
specified Stage 3 angle, using a socket and
extension bar. It is recommended that an
angle-measuring gauge is used during this
stage of tightening, to ensure accuracy. Note
that no further tightening of the Torx type head
bolts is necessary.
XU series engine in-car repair procedures 2B•9
2B
8.23 Torx type cylinder head bolts fitted to
later models
8.24 Using a nail to hold the cylinder block
dowel in the raised position
8.27 Cylinder head bolt tightening sequence 8.29 Home-made torque angle measuring gauge. Disc is fixed
and pointer rotates