



















leakage (from excessive bearing clearances,
worn oil pump or high engine speeds) all
contribute to lubrication breakdown. Blocked oil
passages, which usually are the result of
misaligned oil holes in a bearing shell, will also
starve a bearing of oil, and destroy it. When lack
of lubrication is the cause of bearing failure, the
bearing material is wiped or extruded from the
shell’s steel backing. Temperatures may
increase to the point where the steel backing
turns blue from overheating.
6 Driving habits can have a definite effect on
bearing life. Full-throttle, low-speed operation
(labouring the engine) puts very high loads on
bearings, which tends to squeeze out the oil
film. These loads cause the shells to flex,
which produces fine cracks in the bearing
face (fatigue failure). Eventually, the bearing
material will loosen in pieces, and tear away
from the steel backing.
7 Short-distance driving leads to corrosion of
bearings, because insufficient engine heat is
produced to drive off condensed water and
corrosive gases. These products collect in the
engine oil, forming acid and sludge. As the oil
is carried to the engine bearings, the acid
attacks and corrodes the bearing material.
8 Incorrect shell refitting during engine
assembly will lead to bearing failure as well.
Tight-fitting shells leave insufficient bearing
running clearance, and will result in oil
starvation. Dirt or foreign particles trapped
behind a bearing shell result in high spots on
the bearing, which lead to failure.
9 Do not touch any shell’s bearing surface
with your fingers during reassembly; there is a
risk of scratching the delicate surface, or of
depositing particles of dirt on it.
11 Engine overhaul - reassembly
sequence
1 Before reassembly begins, ensure that all
new parts have been obtained, and that all
necessary tools are available. Read through
the entire procedure to familiarise yourself
with the work involved, and to ensure that all
items necessary for reassembly of the engine
are at hand. In addition to all normal tools and
materials, thread-locking compound will be
needed. A suitable tube of liquid sealant will
also be required for the joint faces that are
fitted without gaskets. It is recommended that
Peugeot’s own product(s) are used, which are
specially formulated for this purpose.
2 In order to save time and avoid problems,
engine reassembly can be carried out in the
following order:
a) Crankshaft (Section 13)*.
b) Piston/connecting rod assemblies
(Section 14)*.
c) Oil pump - XU and TU series engines.
d) Sump - XU and TU series engines (See
Part B or C as applicable).
e) Flywheel (See Part A, B or C as applicable).
f) Cylinder head (See Part A, B or C - as
applicable).
g) Timing chain/belt, sprockets and tensioner
(See Part A, B, or C as applicable).
h) Oil pump - XV, XW and XY series engines.
i) Engine external components.
*On XV XW and XY series engines the piston
connecting rod assemblies must be fitted
before the crankshaft due to the arrangement
of the split crankcase.
3 At this stage, all engine components should
be absolutely clean and dry, with all faults
repaired. The components should be laid out
(or in individual containers) on a completely
clean work surface
.
12 Piston rings - refitting
3
1 Before fitting new piston rings, the ring end
gaps must be checked as follows.
2 Lay out the piston/connecting rod
assemblies and the new piston ring sets, so
that the ring sets will be matched with the
same piston and cylinder during the end gap
measurement and subsequent engine
reassembly.
3 Insert the top ring into the first cylinder, and
push it down the bore using the top of the
piston. This will ensure that the ring remains
square with the cylinder walls. Position the
ring near the bottom of the cylinder bore, at
the lower limit of ring travel. Note that the top
and second compression rings are different.
The second ring is easily identified by the step
on its lower surface, and by the fact that its
outer face is tapered.
4 Measure the end gap using feeler blades.
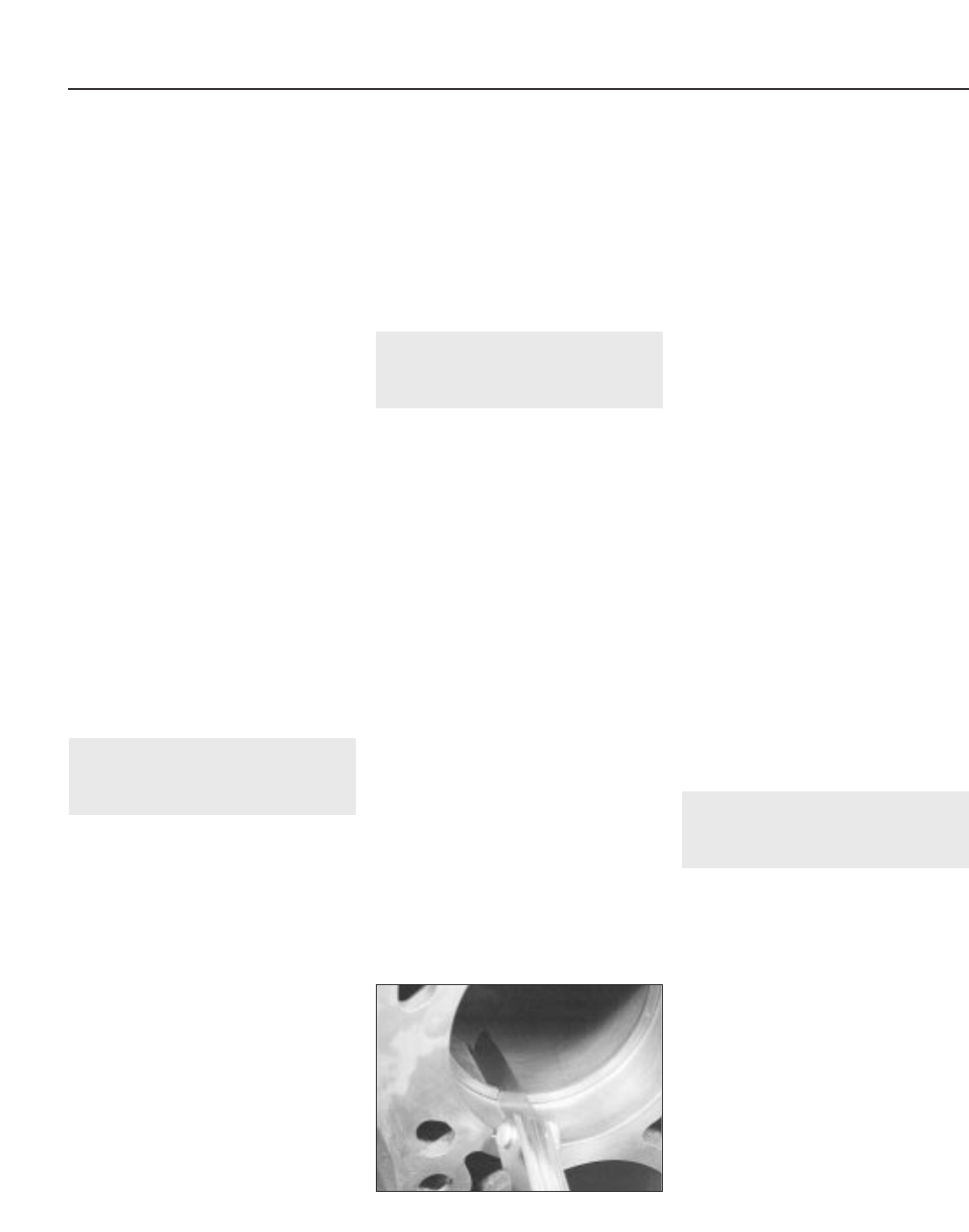
5 Repeat the procedure with the ring at the
top of the cylinder bore, at the upper limit of
its travel (see illustration), and compare the
measurements with the figures given in the
Specifications. Where no figures are given,
seek the advice of a Peugeot dealer or engine
reconditioning specialist.
6 If the gap is too small (unlikely if genuine
Peugeot parts are used), it must be enlarged,
or the ring ends may contact each other during
engine operation, causing serious damage.
Ideally, new piston rings providing the correct
end gap should be fitted. As a last resort, the
end gap can be increased by filing the ring
ends very carefully with a fine file. Mount the
file in a vice equipped with soft jaws, slip the
ring over the file with the ends contacting the
file face, and slowly move the ring to remove
material from the ends. Take care, as piston
rings are sharp, and are easily broken.
7 With new piston rings, it is unlikely that the
end gap will be too large. If the gaps are too
large, check that you have the correct rings
for your engine and for the particular cylinder
bore size.
8 Repeat the checking procedure for each
ring in the first cylinder, and then for the rings
in the remaining cylinders. Remember to keep
rings, pistons and cylinders matched up.
9 Once the ring end gaps have been checked
and if necessary corrected, the rings can be
fitted to the pistons.
10 Fit the piston rings using the same
technique as for removal. Fit the bottom (oil
control) ring first, and work up. When fitting a
three piece oil control ring, first insert the
expander and position its gap in line with the
centre of the gudgeon pin. Fit the scraper rings
with their gaps positioned 20 to 30 mm either
side of the expander gap. Where the oil control
scraper is of one-piece type, position its gap
180° from the expander gap. Ensure that the
second compression ring is fitted the correct
way up, with its identification mark (either a
dot of paint or the word “TOP” or “TOPC”
stamped on the ring surface) at the top, and
the stepped surface at the bottom (see
illustration). Arrange the gaps of the top and
second compression rings 120° either side of
the oil control expander gap. Note: Always
follow any instructions supplied with the new
piston ring sets - different manufacturers may
specify different procedures. Do not mix up the
top and second compression rings, as they
have different cross-sections.
13 Crankshaft - refitting and
main bearing running
clearance check
4
Main bearing shell selection
XV, XW and XY series engines
1 Bearing shells on these engines are not
graded and are supplied in one standard size
or one oversize only, to match the dimensions
of the respective journal. As the
manufacturer’s do not specify an actual
running clearance dimension for the bearings,
the only safe course of action is to fit new
shells whenever an overhaul is being
undertaken. Assuming that the relevant
crankshaft journals are all within tolerance, the
running clearances will then be correct.
2 Note also that from early 1986, the locating
tabs of the main bearing shells are offset, and
it is not possible to fit the earlier type of main
bearing shell to later models with this
modification. Seek the advice of a Peugeot
dealer or engine overhaul specialist when
selecting bearing shells.
2D•16 Engine removal and overhaul procedures
12.5 Measuring piston ring end gap