



















which is fitted at the factory, and a slightly
thicker “repair” gasket (+ 0.2 mm), for use
once the head gasket face has been
machined. If the cylinder head has been
machined, it should have the letter “R”
stamped adjacent to the No 3 exhaust port,
and the gasket should also have the letter “R”
stamped adjacent to No 3 cylinder on its front
upper face. The gaskets can also be identified
as described in the following paragraph, using
the cut-outs on the left-hand end of the
gasket.
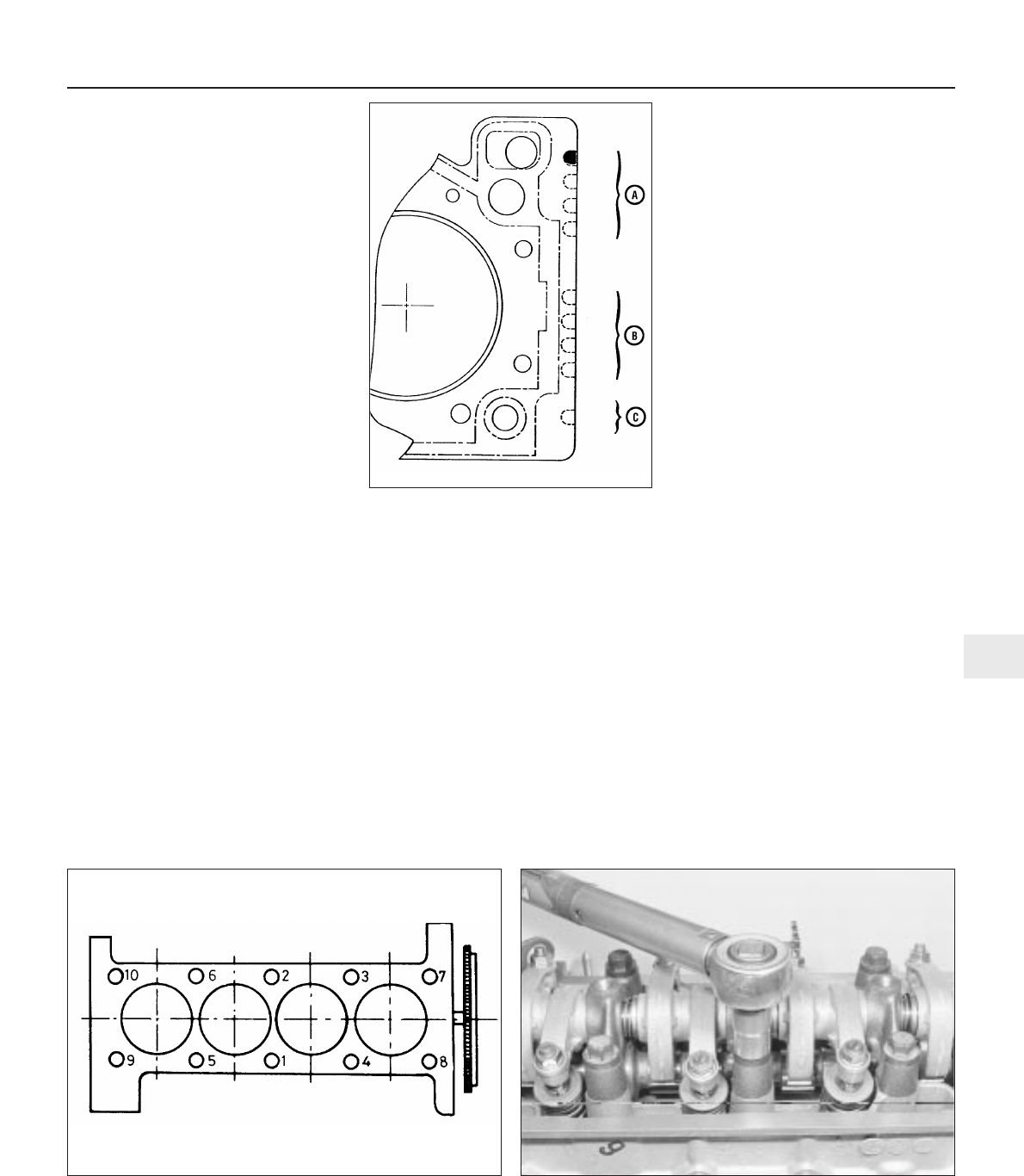
28 With the gasket fitted the correct way up
on the cylinder block, there will be a single
cut-out, or no cut-out at all, at the rear of the
left-hand side of the gasket identifying the
engine type (ie. TU engine). In the centre of
the gasket there may be another series of
between 0 and 4 cut-outs, identifying the
manufacturer of the gasket and whether or
not it contains asbestos (these cut-outs are of
little importance). The important cut-out
location is at the front of the gasket; on the
standard gasket there will be no cut-out in this
position, whereas on the thicker “repair”
gasket there will be a single cut-out (see
illustration). Identify the gasket type, and
ensure that the new gasket obtained is of the
correct thickness. If there is any doubt as to
which gasket is fitted, take the old gasket
along to your Peugeot dealer, and have him
confirm the gasket type.
29 Check the condition of the cylinder head
bolts, and particularly their threads, whenever
they are removed. Wash the bolts in suitable
solvent, and wipe them dry. Check each for
any sign of visible wear or damage, renewing
any bolt if necessary. Measure the length of
each bolt, to check for stretching (although
this is not a conclusive test, in the event that
all ten bolts have stretched by the same
amount). Although Peugeot do not actually
specify that the bolts must be renewed, it is
strongly recommended that the bolts should
be renewed as a complete set whenever they
are disturbed.
30 On aluminium block engines, prior to
refitting the cylinder head, check the cylinder
liner protrusion as described in Part D of this
Chapter.
Refitting
31 Wipe clean the mating surfaces of the
cylinder head and cylinder block/crankcase.
Check that the two locating dowels are in
position at each end of the cylinder
block/crankcase surface and, if necessary,
remove the cylinder liner clamps.
32 Position a new gasket on the cylinder
block/crankcase surface, ensuring that its
identification cut-outs are at the left-hand end
of the gasket.
33 Check that the flywheel and camshaft
sprocket are still correctly locked in position
with their respective tools then, with the aid of
an assistant, carefully refit the cylinder head
assembly to the block, aligning it with the
locating dowels.
34 Ensure that the locating pins are in
position in the base of each rocker pedestal,
then refit the rocker arm assembly to the
cylinder head.
35 Apply a smear of grease to the threads,
and to the underside of the heads, of the
cylinder head bolts. Peugeot recommend the
use of Molykote G Rapid Plus grease
(available from your Peugeot dealer - a sachet
is supplied with the top-end gasket set); in the
absence of the specified grease, a good-
quality high-melting-point grease may be
used.
36 Carefully enter each bolt into its relevant
hole (do not drop them in) and screw in, by
hand only, until finger-tight.
37 Working progressively and in the
sequence shown, tighten the cylinder head
bolts to their Stage 1 torque setting, using a
torque wrench and suitable socket (see
illustrations).
38 Once all the bolts have been tightened to
their Stage 1 setting, working again in the
given sequence, angle-tighten the bolts
through the specified Stage 2 angle, using a
socket and extension bar. It is recommended
that an angle-measuring gauge is used during
this stage of the tightening, to ensure accuracy
(see illustration). If a gauge is not available,
use white paint to make alignment marks
between the bolt head and cylinder head prior
to tightening; the marks can then be used to
check that the bolt has been rotated through
the correct angle during tightening.
39 On cast-iron block engines, it will then be
necessary to tighten the bolts through the
specified Stage 3 angle setting.
40 With the cylinder head bolts correctly
tightened, refit the dipstick tube retaining bolt
and tighten it securely.
TU series engine in-car repair procedures 2C•11
2C
11.28 Cylinder head gasket markings
A Engine type identification cut-outs
B Gasket manufacturer identification cut-
outs
C Gasket thickness identification cut-out
11.37a Cylinder head bolt tightening sequence 11.37b Working in the sequence, tighten the head bolts first with
a torque wrench . . .