

















6G7 ENGINE (E-W) -
Crankshaft, Flywheel and Drive Plate
11A-13-3
BORING CYLINDER
(1) Oversize pistons to be used should be determined on
the basis of the largest bore cylinder.
Piston size identification
Size Identification mark
0.50 mm O.S. 0.50
1.00 mm O.S. 1.00
NOTE
Size mark is stamped on the piston top.
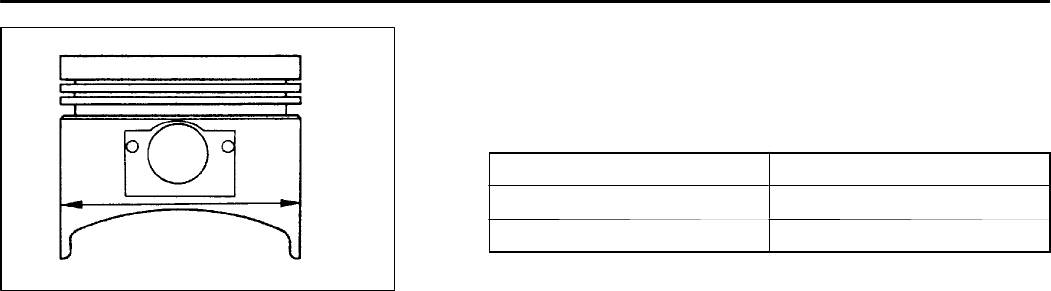
(2) Measure outside diameter of piston to be used. Measure
it in thrust direction as shown.
(3) Based on the measured piston O.D., calculate the boring
finish dimension.
Boring finish dimension = Piston O.D. + (Clearance
between piston O.D. and cylinder) - 0.02 mm (honing
margin)
(4) Bore allcylinders tothe calculatedboring finish dimension.
Caution
D
To prevent distortion that may result from
temperature rise during honing, bore cylinders,
in the order of No. 1, No. 2, No. 3, No. 4, No. 5
and No. 6.
(5) Hone to the final finish dimension (Piston O.D. + clearance
between piston O.D. and cylinder.)
(6) Check the clearance between piston and cylinder.
Clearance between piston and cylinder:
0.02 - 0.04 mm
NOTE
When boring cylinders, finish all of four cylinders to t he
same oversize. Do not bore only one cylinder to an
oversize.
PWEE9615
E
Dec. 1996Mitsubishi Motors Corporation
6EN0554
Piston O.D.
Thrust
direction