



















4D68 ENGINE (E- W) -
Crankshaft, Cylinder Block and Flywheel
11A-12-6
(4) Bore all cylinders to the calculated boring finish dimension.
Caution
To prevent distortion that may result from temperature
rise during honing, bore cylinders, in the order of
No. 2, No. 4, No. 1 and No. 3.
(5) Hone to the final finish dimension (Piston O.D. + clearance
between piston O.D. and cylinder.)
(6) Check the clearance between piston and cylinder.
Clearance between piston and cylinder:
0.03 - 0.05 mm
NOTE
When boring cylinders, finish all of four cylinders to the
same oversize. Do not bore only one cylinder to an
oversize.
CYLINDER SLEEVE CHANGE PROCEDURES
REMOVAL
(1) Fix the cylinder block to a boring machine and center
it. Center at the lower portion of the cylinder sleeve where
there is less uneven wear.
(2) Bore to the sleeve wall thickness of about 0.5 mm.
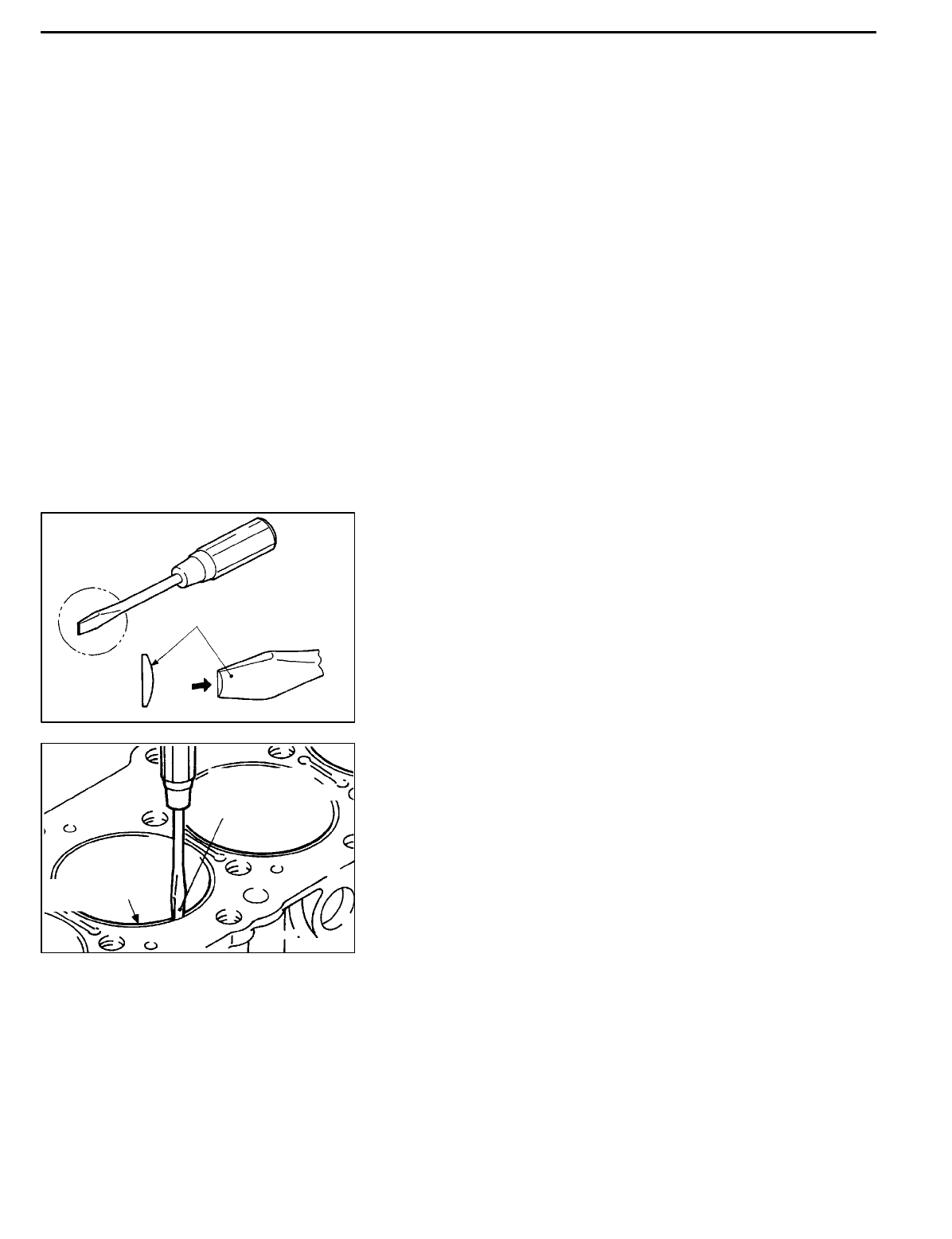
(3) Machine the screwdriveras illustrated and insert itbetween
the cylinder sleeve and cylinder block. Lightly hit it to break
the sleeve.
When doing so, be careful not to damage the cylinder
block wall.
PWEE9609
E
Dec. 1996Mitsubishi Motors Corporation
DEN238
P view
Round this surface
P
DEN239
Face round side
toward the cylinder
block
Thinned cylinder
sleeve