



















4D68 ENGINE (E- W) -
Crankshaft, Cylinder Block and Flywheel
11A-12-5
CYLINDER BLOCK
(1) Visually check for cracks, rust, and corrosion, and inspect
the cylinder block using a flaw detecting agent. Rectify
defects where possible or replace the cylinder block.
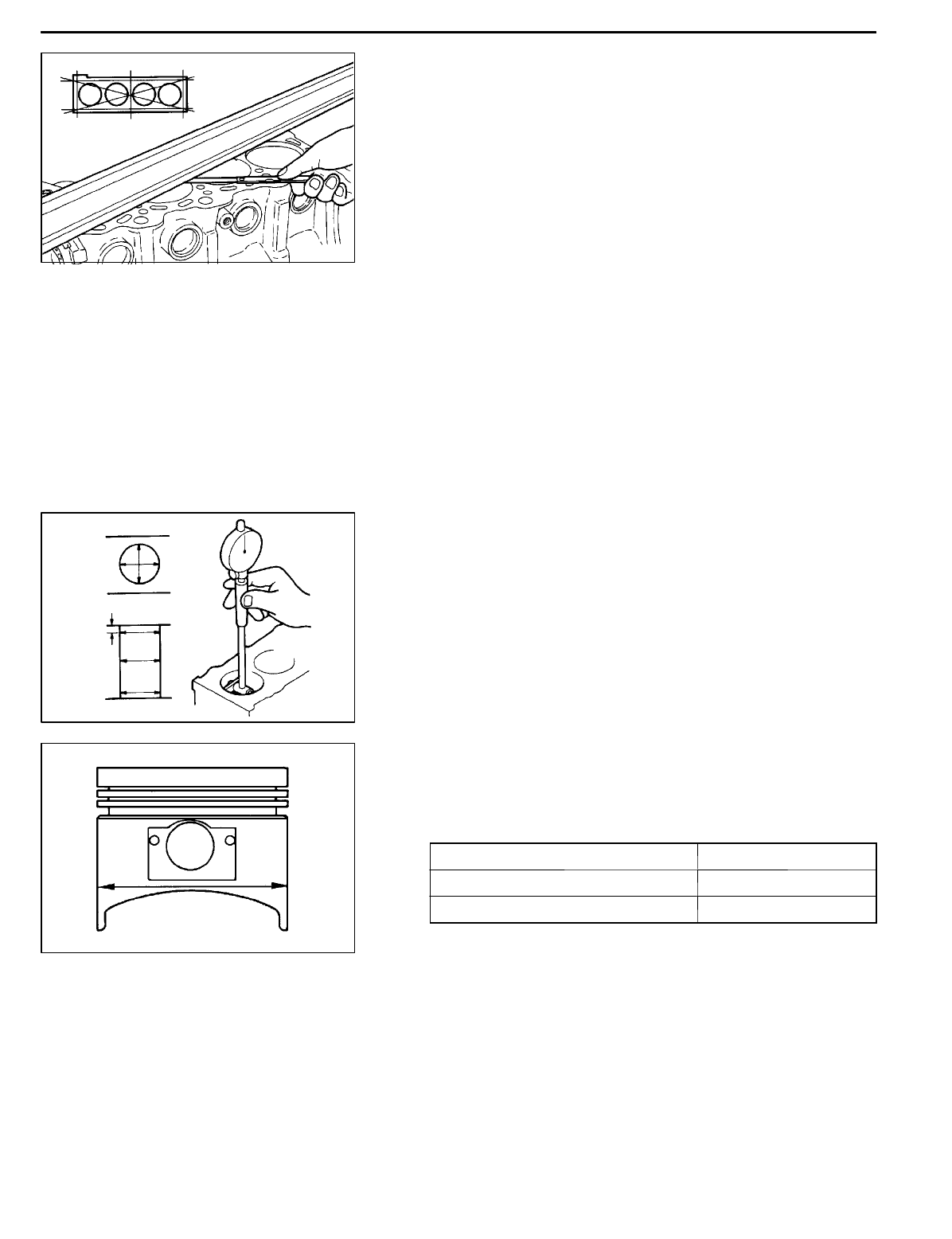
(2) Check th e cylinder block’s top surface for distortion using
a straight edge and thickness gauge. Be sure to make
measurementswith thestraightedge placedin thedirection
of A, B,.. a n d G as shown in the illustration. Before
measurements, make sure that the top surface is free
of gasket chips and other foreign material. If the distortion
is excessive, replace t he cylinder block.
Standard value: 0.05 mm
Limit: 0.1 mm
(3) Check the cylinder sleeve wall for scratches and seizure.
If defects areevident, replace the cylinder sleeve.Measure
the cylinder sleeve inner diameter at the points shown
in the illustration. If it is badly worn, replace.
Standard value: 82.70 - 82.73 mm
Conicity: 0.01 mm
BORING CYLINDER
(1) Oversize pistons to be used should be determined on
the basis of the largest bore cylinder.
Piston size identification
Size Identification mark
0.50 mm O.S. 0.50
1.00 mm O.S. 1.00
NOTE
Size mark is stamped on the piston top.
(2) Measure outside diameter of piston to be sued. Measure
it in thrust direction as shown.
(3) Based on the measured piston O.D., calculate the boring
finish dimension.
Boring finish dimension = Piston O.D. + (Clearance
between piston O.D. and cylinder) - 0.02 mm
(honing margin)
PWEE9609
E
Dec. 1996Mitsubishi Motors Corporation
9EN0074
A
B
CD E
F
G
6EN0553
12 mm
Bottom
Center
A
B
6EN0554
Piston O.D.
Thrust
direction