



















used to check bore wear and taper against
the Specifications, but this is a pointless
operation if the engine is obviously in need of
reboring due to excessive oil consumption.
5 Your engine reconditioner will be able to
re-bore the block for you and supply the
correct oversize pistons to give the correct
running clearance.
6 If the engine has reached the limit for
reboring then cylinder liners can be fitted, but
here again this is a job for your engine
reconditioner.
7 To rectify minor bore wear it is possible to
fit proprietary oil control rings. A good way to
test the condition of the engine is to have it at
normal operating temperature with the spark
plugs removed. Screw a compression gauge
(available from most motor accessory stores)
into the first plug hole. Hold the accelerator
fully depressed and crank the engine on the
starter motor for several revolutions. Record
the reading. Zero the tester and check the
remaining cylinders in the same way. All four
compression figures should be approximately
equal and within the tolerance given in the
Specifications. If they are all low, suspect
piston ring or cylinder bore wear. If only one
reading is down, suspect a valve not seating.
Crankshaft and bearings
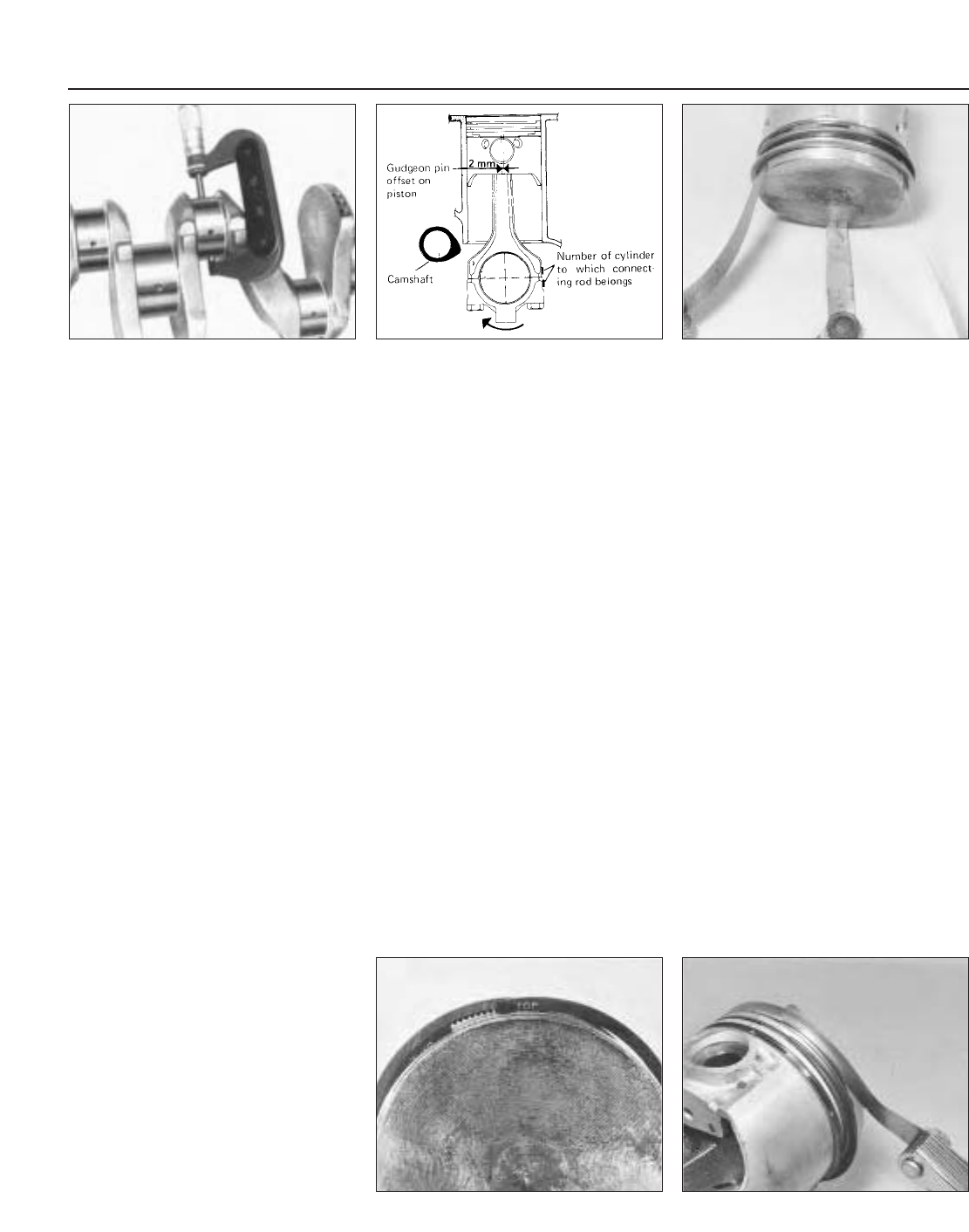
8 Examine the crankpin and main journal
surfaces for signs of scoring or scratches.
Check the ovality of the crankpins at different
positions with a micrometer. If more than
0.001 inch (0.025 mm) out of round, the
crankpins will have to be reground. They will
also have to be reground if there are any
scores or scratches present. Also check the
journals in the same fashion.
9 Wear in a crankshaft can be detected while
the engine is running. Big-end bearing and
crankpin wear is indicated by distinct metallic
knocking, particularly noticeable when the
engine is pulling from low engine speeds. Low
oil pressure will also occur.
10 Main bearing and journal wear is indicated
by engine rumble increasing in severity as the
engine speed increases. Low oil pressure will
again be an associated condition.
11 Crankshaft grinding should be carried out
by specialist engine reconditioners who will
supply the matching undersize bearing shells
to give the required running clearance.
12 Inspect the connecting rod big-end and
main bearing shells for signs of general wear,
scoring, pitting and scratching. The bearings
should be matt grey in colour.
13 If a copper colour is evident, then the
bearings are badly worn and the surface
material has worn away to expose the underlay.
Renew the bearings as a complete set.
14 At the time of major overhaul it is
worthwhile renewing the bearing shells as a
matter of routine even if they appear to be in
reasonably good condition.
15 Bearing shells can be identified by the
marking on the back of the shell. Standard
sized shells are usually marked STD or 0.00.
Undersized shells are marked with the
undersize such as 0.25 mm.
Connecting rods
16 Check the alignment of the connecting
rods visually. If you suspect distortion, have
them checked by your dealer or engine
reconditioner on the special jig which he will
have.
17 The gudgeon pin is an interference fit in
the connecting rod small-end and removal or
refitting and changing a piston is a job best
left to your dealer or engine reconditioner due
to the need for a press and jig and careful
heating of the connecting rod.
Pistons and piston rings
18 If the cylinders have been rebored, then
the reconditioner will supply the oversize
pistons and rings and the gudgeon pins. Give
the job of fitting the new pistons to the
connecting rods to him.
19 If the original piston rings or just new rings
are to be fitted to the original pistons, use
great care to remove and fit the rings as they
are easily broken if expanded too much.
Always remove and fit rings from the crown
end.
20 If three old feeler blades are slid behind
the piston rings and located at equidistant
points, the rings may be removed or fitted
without their dropping into the wrong grooves
and will reduce the chance of breakage
(photo).
21 If the original pistons are being refitted,
make sure that the ring grooves and their oil
return holes are cleaned out and freed from
carbon. A piece of piston ring is a useful tool
for this purpose.
22 The three pistons rings are as follows:
Top - Thinner compression marked TOP
Second - Thicker compression, step at base
Bottom - Oil control (photo)
23 If proprietary wear control rings are to be
fitted to overcome bore wear, fit them strictly
in accordance with the manufacturer’s
instructions.
24 Always check the piston ring groove
1•18 903 cc engine
18.24A Checking piston ring groove
clearance
18.22 Piston ring marking
18.20 Using feeler blades to fit piston ringsFig. 1.26 Piston/connecting rod
relationship (Sec 18)
Fig. 1.25 Checking a crankpin (Sec 18)