


















15
Engine/Cylinder Head, Valves 944
Remachining cylinder-head maling face
Checking cylinder head for distortion
Use a feeler gage an a straight edge or a
precision straight edge to check the maling
face of the cylinder head for distortion.
Permissible maling-face uneveness: 0.05
mm
Cylinder heads with distorted maling faces
can be remachined and reused. Permissible
rough atter finishing: 0.03 mm.
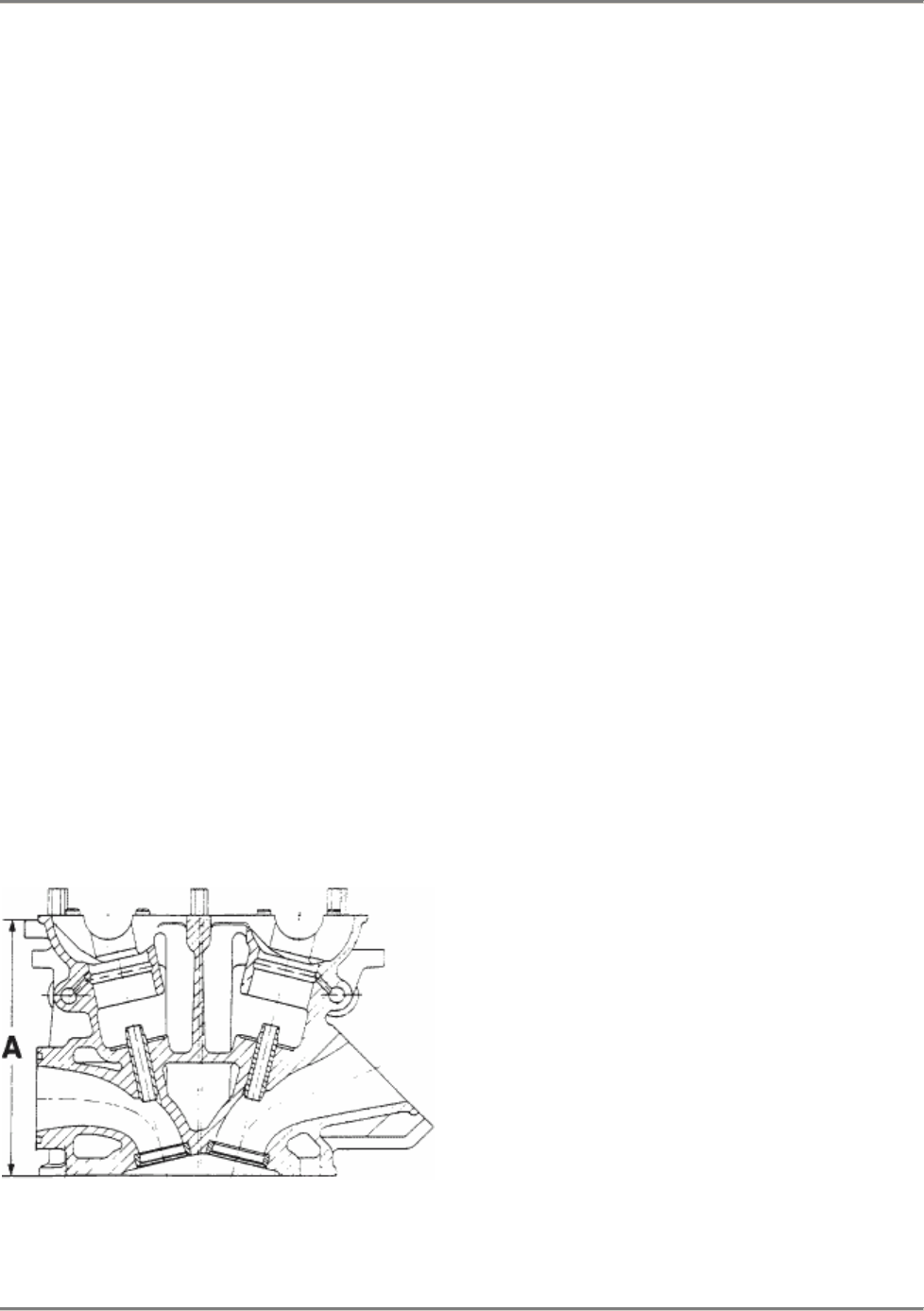
Remachining cylinder head
Do not remove mor material from the cylinder
head maling face than is necessary to
achieve a smooth surface. Max. machining
depth 146.6 mm.
Note on machining maling face:
Peak-to-valley = 0.015 mm
If the new-dimension tolerance is exceeded
during machining, a cylinder head gasket
with a thickness of 1.4 mm must be fitted.
Size new
Size worn
= 147 +- 0.1 mm
= 146.6 mm
1126-15
Cylinder head refacing dimension and
identification
New dimension
Gasket
Identification
Refacing dimension
Gasket
Identification
: 147 +- 0.1 mm
: 1.1 mm
: none
: 146.8 to 146.6 mm
: 1.4 mm
: N
Identification "N"
To be embossed on exhaust side, between
cylinders no. 2 and 3, on the casting lug
below
the sealing face of the cylinder head cover.
Punch character height "N" = 6 mm
15 - 120
Remachining cylinder-heat mating face
Printed in Germany - XXV, 1992