








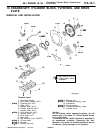











6A1 ENGINE (E-W) -
Crankshaft, Cylinder Block, Flywheel and
Drive Plate
11A-15-6
(4) Bore all cylinders to calculated boring finish dimension.
Caution
D
To prevent distortion that may result from
temperature rise during honing, bore cylinders,
working from No. 1, No. 2, No. 3, No. 4, No. 5
and No. 6
(5) Hone to final finish dimension (piston O.D. + clearance
between piston O.D. an d cylinder.)
(6) Check clearance between piston and cylinder.
Clearance between piston and cylinder:
0.02 - 0.04 mm
NOTE
When boring cylinders, finish all of four cylinders to same
oversize. Do not bore only one cylinder to an oversize.
PWEE9622
E
Feb. 1997Mitsubishi Motors Corporation