



















2000 cadillac deville 1-7
Preparation Of Service Part
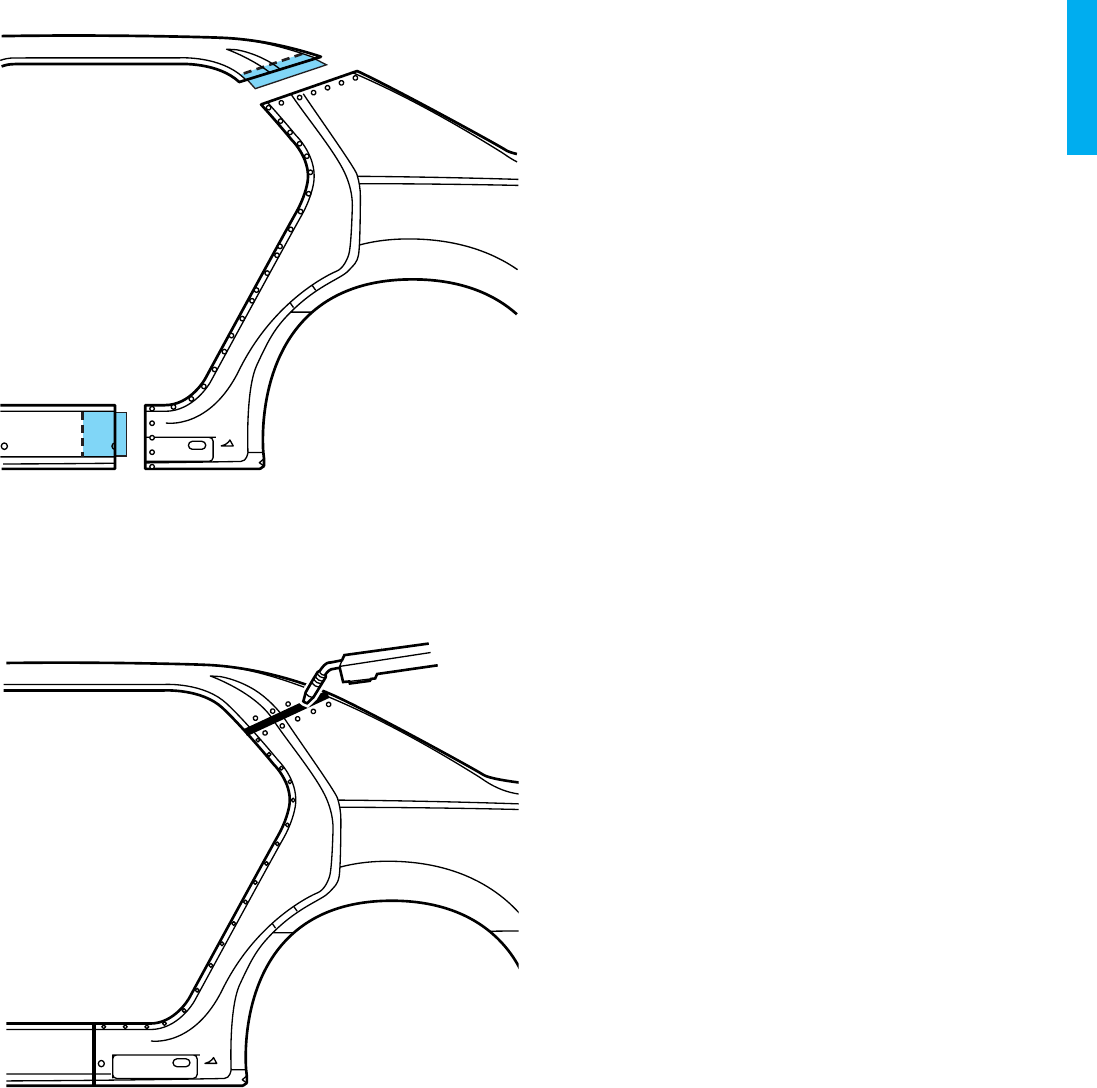
1. Cut service part in corresponding locations to
fit original cut lines. Leave a gap of one-and-
one-half times the metal thickness of
sectioning joint (Fig. 1-9).
2. Create 100␣ mm (4␣ in) backing plate on rocker
panel from unused portion of service part.
3. Create a 50␣ mm (2␣ in) backing plate on
quarter panel from unused portion of old
quarter panel.
4. Drill 8␣ mm (5/16␣ in) plug weld holes as noted
from original locations. At backing plates,drill
8␣ mm plug weld holes 13␣ mm (1/2␣ in) from
seam spaced 40␣ mm (1 1/2␣ in) apart.
Installation Procedure
1. Position service part on vehicle. Check fit
using body dimensions.
2. Temporarily remove service part.
3. Prepare mating surfaces.
IMPORTANT: Prior to refinishing, refer to
the publication GM4901M-D-2000 “GM
Approved Refinish Materials” for
recommended products. Do not combine
paint systems. Refer to paint manufacturer’s
recommendations.
4. Apply weld through primer to mating
surfaces.
5. Install GM P/N 12399117 Sealing Strip
between outer wheelhouse and gas door
pocket.
6. Weld backing plates into position on body.
7. Position service part and clamp in place. Spot
blast plug weld areas. Plug weld as necessary
in original locations and along backing plates.
8. Stitch weld along entire sectioning joint. Make
25␣ mm (1␣ in) welds along the seam with
25␣ mm (1␣ in) gaps between them (Fig. 1-10).
9. Go back and complete the stitch weld. This
will create a solid joint with minimal heat
distortion.
10. Clean and prepare welded surfaces, as
necessary.
11. Install all sealers, sound deadeners and anti-
corrosion materials as necessary. Install
acoustic foam baffles as noted from original
part.
12. Apply two-part catalyzed primer.
13. Refinish as necessary.
14. Install all related panels and components.
Fig.␣ 1-9 — Outer Rear Pillar Preparation
Fig.␣ 1-10 — Outer Rear Pillar Installation