






'-""
"-"
200V
PfAK
ro
PfOK
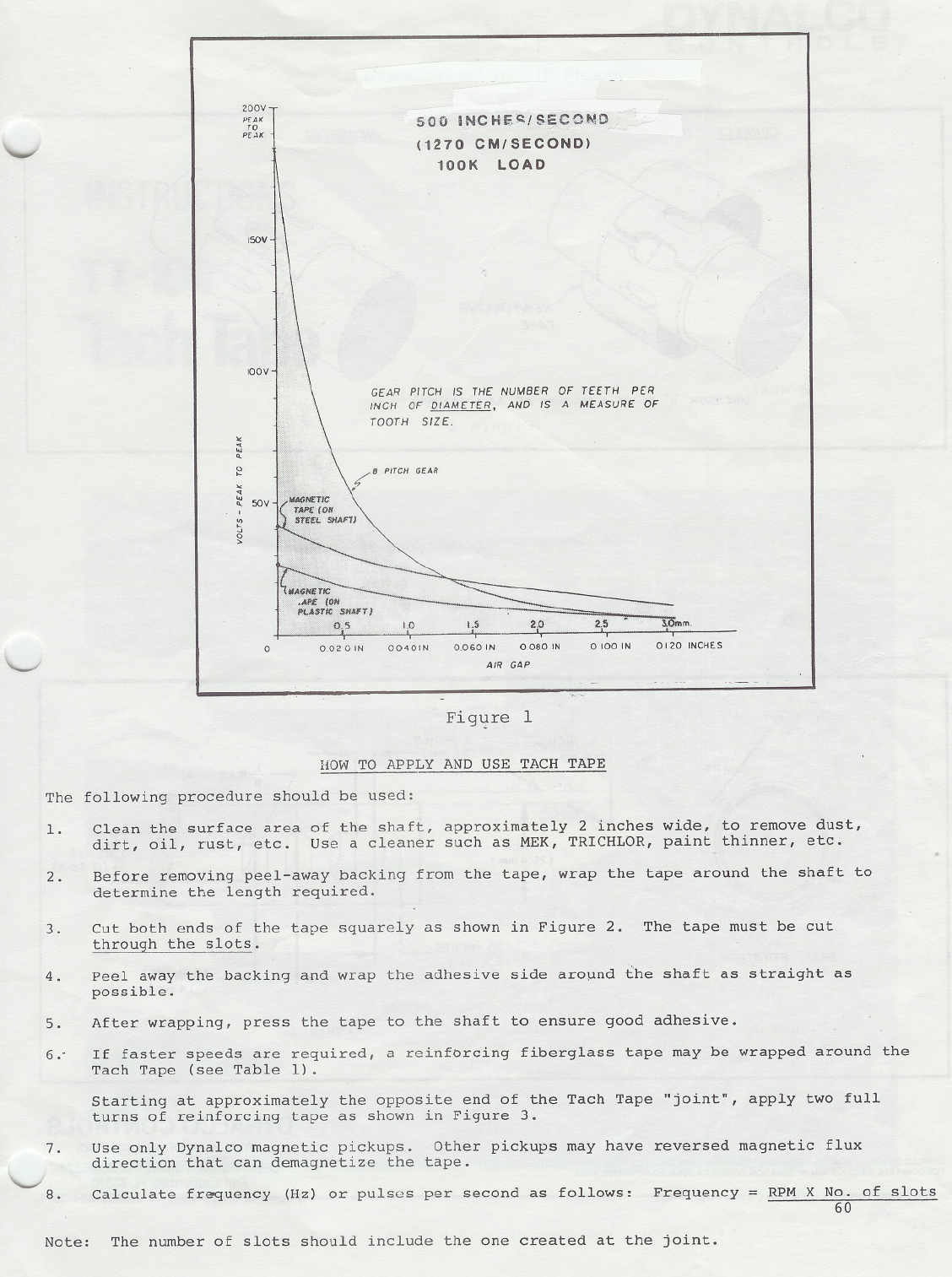
500 INCHE~!5ECOND
~ ~
(1270 CM/SECOND)
100K LOAD
I50V
100V
0.120 INCHES
GEAR PITCH IS THE NUMBER OF TEETH PER
INCH OF DIAMETER, AND IS A MEASURE OF
TOOTH SIZE.
"
"
'"
..
2
"
"
~
5OV
,
'"
~
0
~
~.5
'"r
10
m
..,
0
0.020 IN 0040 IN
0.060 IN
0060 IN
0 100 IN
AIR GAP
Fi gl.}re 1
amv TO APPLY AND USE TACH TAPE
The following procedure should be used:
4.
'-"
8.
Note:
1. Clean the surface area of the shaft, approximately 2 inches wide, to remove dust,
dirt, oil, rust, etc. Use a cleaner such as MEK, TRICHLOR, paint thinner, etc.
2.
Before removing peel-away backing from the tape, wrap the tape around the shaft to
determine the length required.
3.
Cut both ends of the tape squarely as shown in Figure 2.
through the slots.
The tape must be cut
Peel away the backing and wrap the adhesive side aro~nd the shaft as straight as
possible.
5.
After wrapping, press the tape to the shaft to ensure good adhesive.
6."
If faster speeds are required, a reinfbrcing fiberglass tape may be wrapped around the
Tach Tape (see Table 1).
Starting at approximately the opposite end of the Tach Tape "joint", apply two full
turns of reinforcing tape as shown in Figure 3.
7.
Use only Dynalco magnetic pickups. Other pickups may have reversed magnetic flux
direction that can demagnetize the tape.
Calculate frequency (Hz) or pulses per second as follows:
Frequency = RPM X No. of slots
60
The number of slots should include the one created at the joint.